A Manufacturing Execution System (MES) is only as good as the data it receives. It can have the most sophisticated scheduling algorithms, the cleanest dashboards, and the most rigorous traceability rules in the industry — but none of that matters if the equipment on the floor isn’t actually talking to it in real time. In semiconductor manufacturing, that connection between equipment and MES runs through one protocol suite above all others: SECS/GEM.
This guide breaks down exactly how MES and SECS/GEM work together, why that integration is the backbone of a smart semiconductor factory, and what fabs, OSATs, and equipment OEMs need to get right to make it work reliably at scale.
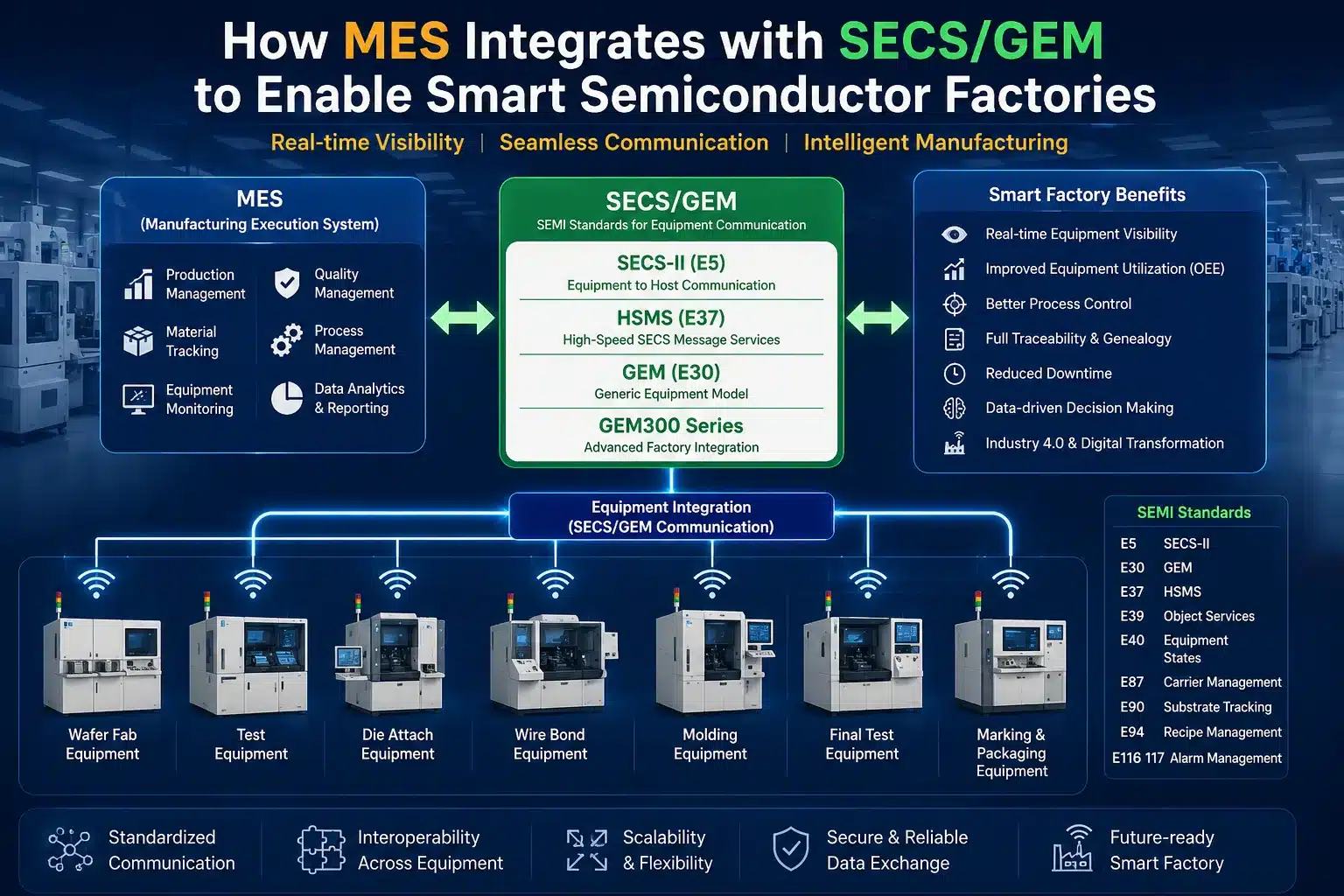
What Is MES SECS/GEM Integration?
MES SECS/GEM integration is the process of connecting a fab’s Manufacturing Execution System to production equipment using the SECS/GEM communication protocol, so that equipment status, process data, alarms, and recipes flow automatically between the shop floor and the software system that manages production.
Without this integration, an MES has no real-time visibility into what’s actually happening on the equipment it’s supposed to be orchestrating. Operators would be manually logging process outcomes, recipe selections would be entered by hand, and alarms would only be known after someone noticed a red light on the tool. SECS/GEM closes that gap by giving the MES a standardized, structured way to both observe and control equipment behavior.
Why MES Needs SECS/GEM (Not a Generic Protocol)
Generic industrial protocols like OPC, Modbus, or MQTT are common in many manufacturing sectors, but semiconductor manufacturing developed something more specialized because generic protocols weren’t built for the specific demands of wafer fabrication: equipment state modeling, recipe governance, wafer-level traceability, and standardized alarm behavior across equipment from dozens of different OEMs.
SECS/GEM — built on SEMI E4 (SECS-I), SEMI E37 (HSMS), SEMI E5 (SECS-II), and SEMI E30 (GEM) — solves this by defining not just how data is formatted, but how equipment is expected to behave. A tool built by one OEM and a tool built by a completely different OEM both expose the same control states, the same event structure, and the same recipe management model to the MES. That consistency is what allows an MES to manage a fab floor with equipment from dozens of vendors using one integration approach rather than a custom driver for every tool.
How the Integration Actually Works
At a structural level, SECS/GEM defines a host-equipment relationship: the MES (or an intermediate Equipment Automation Program, EAP) acts as the host, and the production tool acts as the equipment. The two communicate through a continuous exchange of structured messages.
- Connection and handshake — Equipment and host establish communication over HSMS (Ethernet/TCP-IP) or, for older tools, SECS-I (serial).
- State reporting — The equipment reports its control state (Offline, Online/Local, Online/Remote) so the MES knows whether it currently has authority to issue commands.
- Event-driven updates — Rather than the MES constantly polling every tool, equipment publishes Collection Events (CEIDs) when something meaningful happens — a process starts, a door opens, a lot completes — and the MES subscribes only to the events relevant to it.
- Command and control — When the MES has Online/Remote authority, it can issue commands: start a process, select a recipe, or request specific data.
- Alarm and recipe exchange — Alarms are reported when triggered and explicitly cleared when resolved, and recipes can be uploaded or selected by the MES rather than manually chosen by an operator.
This event-driven design is a major part of why SECS/GEM scales well across a fab floor with hundreds of tools: the MES isn’t drowning in constant polling traffic, it’s receiving exactly the structured updates it asked to be notified about.
What Data Flows from Equipment to MES
Once integrated, a well-configured SECS/GEM interface gives the MES visibility into:
- Equipment status and control state — is the tool running, idle, in maintenance, or offline
- Process data — the parameters, sensor readings, and process results generated during a run, typically transmitted through Stream 6 data collection messages
- Alarms and faults — real-time alarm set and clear events, critical for reducing Mean Time to Repair (MTTR)
- Recipe information — which recipe is active, and confirmation that the correct recipe was selected for the correct lot
- Lot and carrier tracking — for GEM300 environments specifically, wafer- and carrier-level tracking as material moves through the fab
This data isn’t just a status feed — it’s the raw material the MES uses to enforce process rules, generate real-time OEE metrics, and maintain the traceability record regulators and quality teams depend on.
Key SEMI Standards Behind the Integration
Understanding MES–SECS/GEM integration means understanding the standards stack it’s built on:
- SEMI E4 (SECS-I) — the original serial communication standard, still present on many legacy tools
- SEMI E37 (HSMS) — the modern, Ethernet-based transport layer that replaced SECS-I in most new equipment
- SEMI E5 (SECS-II) — defines the actual message content, organized into Streams and Functions (e.g., Stream 1 for equipment status, Stream 2 for equipment control, Stream 6 for data collection)
- SEMI E30 (GEM) — the behavioral layer that governs how equipment should respond to commands and report its status, including its state models and event structure
Together, these standards form the “shared language” that lets an MES manage tools from completely different manufacturers using one consistent integration approach.
GEM300: Extending MES Integration for 300mm Automation
For 300mm fabs, MES integration typically needs to go beyond base GEM to the GEM300 suite of standards, which adds automated material handling capability into the equipment-to-MES relationship:
- SEMI E87 — Carrier management, tracking wafer carriers as they move through the fab
- SEMI E90 — Substrate tracking, at the individual wafer level
- SEMI E94 — Control job management, coordinating multi-step process jobs
- SEMI E116 — Equipment performance tracking’
GEM300 compliance is what allows the MES to coordinate not just process execution, but automated material movement — integrating with Overhead Hoist Transport (OHT), AGVs, and RGVs so lots move through the fab without manual carrier handling. For a fully automated 300mm fab, this layer of MES–SECS/GEM integration is effectively a baseline requirement, not an optional enhancement.
Benefits of Tight MES–SECS/GEM Integration
- Real-time visibility — Plant managers and engineers see actual equipment status instead of relying on manual shift reports.
- Reduced Mean Time to Repair (MTTR) — Immediate alarm visibility through the MES means faster triage and response.
- Improved yield and quality control — Automated recipe validation removes the risk of an operator selecting the wrong process for a lot.
- Higher OEE — Continuous, event-driven data collection replaces manual, after-the-fact reporting, giving a far more accurate picture of equipment utilization.
- Scalable automation — A standardized integration approach means adding new equipment doesn’t require building a custom interface from scratch each time.
- Foundation for advanced analytics — Once equipment data is flowing reliably into the MES, it becomes usable input for Fault Detection and Classification (FDC), Advanced Process Control (APC), and AI-based predictive maintenance.
Common Integration Challenges
Despite SECS/GEM being a mature, well-documented standard, MES integration projects still run into recurring friction points:
Inconsistent GEM implementations — SECS/GEM defines many optional features, and different OEMs implement them differently, which can cause unexpected behavior during commissioning.
Legacy equipment without native SECS/GEM support — Older tools, particularly those from OEMs no longer in business, often have no built-in GEM interface at all.
Non-standard protocols on the floor — Many fabs run equipment natively speaking OPC, MQTT, Modbus, EtherCAT, or Profinet rather than SECS/GEM, requiring a translation layer before MES integration is even possible.
Compliance testing overhead — New equipment typically needs to be validated against expected message behavior before being trusted in production, which can be a significant testing burden without the right tools.
Mixed 200mm/300mm environments — Fabs running equipment across multiple generations need an integration strategy that handles both base GEM and full GEM300 compliance simultaneously.
Integrating Legacy and Non-Standard Equipment with MES
This is where many MES integration projects actually stall — not on the MES side, but on the equipment side. A tool with no native SECS/GEM interface, or one that speaks a completely different protocol, simply can’t participate in MES integration without an intermediate solution.
Two approaches are common:
Non-intrusive SECS/GEM retrofit gateways, which observe a legacy tool’s existing display and control interface and translate it into standard SECS/GEM messages — without modifying the tool’s controller or process software.
Multi-protocol conversion software, which sits between equipment already speaking a standard industrial protocol (OPC, MQTT, Modbus, EtherCAT, Profinet, Ethernet) and translates it into SECS/GEM for the MES, without requiring custom development for each protocol.
Both approaches share the same underlying goal: making sure equipment age or protocol mismatch doesn’t become a permanent blind spot in the MES’s view of the factory floor.
Building Blocks of a Smart Semiconductor Factory
MES–SECS/GEM integration is the foundation, but it’s not the whole picture of a smart factory. The full stack typically includes:
- Equipment connectivity — every tool, old or new, reporting into a standardized SECS/GEM data stream
- MES/EAP layer — orchestrating recipes, work orders, and lot tracking based on that equipment data
- Fault Detection and Classification (FDC) — real-time monitoring of critical process parameters to catch anomalies as they happen
- Advanced Process Control (APC) — using process data to automatically adjust equipment settings and hold process windows tighter
- AI-based predictive maintenance — using historical equipment data to forecast failures before they cause unplanned downtime
- OEE and yield analytics dashboards — turning the raw data stream into actionable performance visibility for plant managers and engineering teams
Each of these layers depends on the one below it. Without reliable, standardized equipment-to-MES connectivity, FDC, APC, and predictive maintenance simply don’t have the data they need to function.
How eInnoSys Supports MES–SECS/GEM Integration
eInnoSys works across both sides of the MES–SECS/GEM relationship — helping fabs and OSATs get equipment connected, and helping OEMs build GEM-compliant tools from the start.
For fabs and OSATs with equipment that doesn’t speak SECS/GEM natively, EIGEMLink is a protocol conversion solution that translates OPC, MQTT, Modbus, EtherCAT, Profinet, and standard Ethernet into SECS/GEM — without requiring programming or deep SECS/GEM expertise, and with SEMI standards compliance across both 200mm and 300mm environments. Rather than building a custom protocol driver for every non-standard tool on the floor, EIGEMLink acts as a universal translation layer that gets equipment connected to the MES in minutes rather than weeks.
For legacy tools with no digital interface at all — older equipment running on analog instrumentation or a display-only interface — EIGEMBox provides a non-intrusive retrofit path, adding SECS/GEM capability through the tool’s existing display and control ports without modifying its controller or process software.
For fabs managing full 300mm automation requirements, EIGEM300Equipment extends SECS/GEM connectivity with integrated E87 carrier management and E84 material handling support, so equipment can participate in automated wafer transport, not just basic MES data reporting.
Together, these solutions are built around a consistent principle: whatever protocol or generation of equipment a fab is running, there’s a path to standardized MES connectivity that doesn’t require replacing the tool or waiting on the original OEM.
Talk to eInnoSys about your MES integration project →
Best Practices for a Successful Integration
Audit your equipment fleet first. Identify which tools have native SECS/GEM, which speak a different standard protocol, and which have no digital interface at all.
Prioritize by production impact. Start MES integration with the highest-volume or highest-downtime-risk tools, not the entire fleet at once.
Don’t assume GEM compliance means identical behavior. Test each new tool’s actual message behavior against your MES’s expectations before trusting it in production.
Plan for GEM300 separately if you’re on 300mm. Base GEM connectivity and full GEM300 material handling automation are different scopes of work — budget and plan for both explicitly.
Use a translation layer for non-standard protocols rather than custom development. It’s almost always faster and more maintainable than building one-off drivers.
Treat legacy equipment as a retrofit opportunity, not a dead end. Non-intrusive gateway solutions frequently make replacement unnecessary.


